
RhinoPac Products
- Clutch Kits
- Lift Supports
- Flywheels
- Clutch Hydraulics
- Premium Kits
-

As the premier independent supplier of manual transmission products to the automotive aftermarket, AMS Automotive continues to set the standard for product performance, reliability, and durability! What’s more, RhinoPac offer nearly 100% coverage on all domestic and import applications for passenger cars and light or medium duty trucks. Rather than creating another “me too” line of new clutch kits, RhinoPac set out to rethink and improve the way kits are developed, packaged, and sold.
Quality
In order to ensure optimum performance and lasting durability with every clutch installation, it’s important to use only quality clutch components that are engineered to function as a precision-matched system with other driveline components. That’s why, where applicable, every AMS clutch kit contains an all-new pressure plate assembly, disc assembly, release bearing, pilot bearing/bushing and alignment tool, designed for specific vehicle applications and driving styles.
Because few applications are identical in terms of driveline requirements, RhinoPac don’t rely on low-grade substitutes in vehicles that demand the use of specific technological designs. Nor do RhinoPac rely on low quality components produced in so-called “emerging markets”. These types of products simply can’t match our criterion of providing only those clutches which have been engineered and manufactured to the O.E. tolerance and performance specifications of major automobile manufacturers throughout the world. As a final measure of quality, each kit component must pass stringent performance assurance tests.
Coverage
While some organizations may view parts proliferation as a threat, RhinoPac look at it as an opportunity to set ourselves apart from the competition. Our extensive line of new clutch kits includes coverage on nearly 100% of all domestic and import applications for passenger cars and to light-medium duty trucks being driven in the U.S., Canada, and Latin America.
Shortly after nameplate introduction of a new vehicle, RhinoPac utilize our product expertise to begin researching and testing components. When these efforts are combined with our strong O.E.M. relationships, RhinoPac are almost always first to introduce kits for these late model applications to the aftermarket. In addition, RhinoPac provide unsurpassed coverage on original style kits for older applications, while also including various pressure plate and disc assembly options for these same applications.
When special upgrades are needed to resolve inherent problems in certain applications or driving styles, our offering of heavy-duty and high-performance Series Upgrade (SR) New Clutch Kits lead the industry. Available in multiple unique platforms, each SR Kit is engineered to meet distinctly different torque, horsepower, and usage requirements.
Finally, for the discerning import specialists that insist on nothing but the exact O.E.M./O.E.S. fit, form, and function, RhinoPac offer a comprehensive lineup of Select Engineered (SE) Premium New Clutch Kits.
Packaging
AMS clutch kit packaging has set a new standard in function and appearance. While other suppliers still insist on conventional packaging methods such as plastic “skin wrap” or cardboard inserts, AMS utilizes the latest available biostable foam technology. This advanced type packaging protects components against damage during shipping and handling, and also allows for inspection of the product, without destroying the basic protective function of the package. In addition, our unique SleevePac design uses a UV varnish coating that protects the package against dirt, resulting in increased shelf life.
Finally, the award-winning graphic designs used on our SleevePac show how proud RhinoPac are to offer only the best of the best. Through the use of crisp product images and a listing of many of the O.E. products contained in AMS kits, our message of high quality is clearly spelled out in multiple languages.
- SE Kits
-

Select Engineered (SE) Premium New Clutch Kits are designed to address the growing import market, by providing content-sensitive professional technicians with identical O.E.M. or O.E.S. fit, form, and function.
As new foreign vehicle nameplates continue to emerge, parts proliferation will skyrocket even further. Because worldwide O.E. production of manual transmission components is extremely fragmented, it will become even more difficult to meet the demands of content sensitive import technicians in terms of product availability and technical support. As an impartial independent supplier, AMS is uniquely positioned to meet this challenge. That’s why the SE Kit program leads the industry in terms of O.E.M./O.E.S. coverage, accounting for nearly two-thirds of total import clutch sales.
Keep in mind, we purposefully exclude certain older applications from the SE program because they are deemed cost prohibitive due to the age and value of the vehicle. For example, the owner of a late model Honda Civic will more likely pay for exact O.E.M./O.E.S. components than the owner of a 1973 Honda Civic. Other import applications are not included in the SE program because they already receive the exact O.E.M./O.E.S. components in our standard-duty kit. As new vehicles are introduced and other vehicles age, coverage of the SE program will evolve in order to meet future demand.
All SE kits are designated with an SE suffix added to the standard-duty kit number (i.e. 08-022SE). Each SE kit is packaged using the same biostable foam padding and SleevePac design as our standard-duty kits, however, a label is applied to the SleevePac that indicates the components are O.E. certified and precisely engineered for identical fit, performance, and reliability.
Features:
- Guaranteed O.E.M./O.E.S. fit, form, function
- 100% rigorously tested to meet/exceed tolerance and performance requirements for the particular vehicle application
- Includes detailed technical bulletins and installation instruction
- 5-piece kit contains all the necessary components in one package
- 12-month, 12,000 mile comprehensive warranty
Benefits
- Optimum performance and lasting durability with every clutch installation
- Precision-matched for flawless functionality with the other driveline components
- Smooth and clean engagement with no noise or vibration
- Satisfied customers
- SR Kits
-

Because some vehicles are used in situations where O.E. specs just don’t measure up, we’ve engineered high-performance Series Upgrade (SR) New Clutch Kits that features a unique combination of application-specific torque capacity, coefficient of friction, and clamp load characteristics. Each SR Upgrade relies on time-tested proven technology to provide longer life and optimum performance, while also taking into account the fact that each component must work in conjunction with other driveline components. It’s a delicate balancing act. If clamp load and torque capacity ratings are increased too much, component failure will likely occur in other areas such as mechanical or hydraulic linkage. If these ratings are increased too little, the components will simply fail when subjected to the added operating demands.
High-Performance Upgrades
High-performance SR Upgrades are engineered primarily for modified street use. They feature ductile iron castings along with performance grade components like chrome vanadium springs and heat treated pins, levers, yokes, and eyebolts. Spring pressure is also increased for added clamping power. The results are quick-clean engagement and longer life along with increased resistance to higher rpm’s and operating temperatures. Heavy-duty and high-performance SR Kits are available in three levels or “series” called SR100, SR200, SR300. Each series is engineered to meet distinctly different torque, horsepower, and usage requirements.
Series 100
SR100 Kits are designed for applications in which a mild improvement in clutch capacity is required. Organic friction material is utilized in order to provide drivability characteristics that are similar to the stock clutch. The organic material is usually bonded to a steel backing plate yielding higher burst strength capacity. SR100 Kits yield minimal mating surface wear and are therefore ideal for drivers with limited manual transmission experience.
Series 200
SR200 Kits are designed for applications in which a significant improvement in clutch capacity is required. Kevlar or High Density Aramid friction material is utilized in order to provide engagement characteristics that are similar to the stock clutch. Nevertheless, the coefficient of friction rating for Kevlar is 30% higher than O.E. organic friction material. Kevlar material offers less mating surface wear than sintered metallic material.
Series 300
SR300 Kits are also designed for applications in which an extreme improvement in clutch capacity is required. Miba sintered metallic friction material is utilized in order to provide the highest coefficient of friction, although mating surface wear is increased and drivability is more abrupt. As a result, SR300 Kits are not recommended for drivers with limited manual transmission experience. Keep in mind that friction material is one of the primary factors in determining the longevity and drivability of any clutch system. Recommendations for friction material choice are largely determined by operating conditions and desired driving characteristics. Application specific information can be referenced in AMS cataloging.

When it comes to high friction coefficients and resistance to high operating temperatures, no other friction material can match the performance characteristics of sintered metallic materials. Today’s improved clutch designs, plus refined friction material technology, have gone a long way in improving wear rates and providing smoother engagement. Leading the changes has been Miba AG, one of the world’s largest manufacturers of sintered metal materials. Founded in 1927 and headquartered in Austria, Miba has grown from a one-man locksmith shop into a major O.E. producer of friction material, engine bearings, and automotive structural components.
Since 1988, Miba and AMS Automotive have created a proven and effective partnership built around the individual strengths of both companies. As the exclusive aftermarket source for Miba friction material North America, AMS focuses on providing other aftermarket clutch manufacturers and remanufacturers with a multitude of invaluable services including same day shipments, 100% order fill-rates, technical assistance, and marketing support. Our involvement with Miba, however, extends beyond marketing and distribution expertise into product design and development. AMS combines Miba sintered friction material, along with other premium components, to create an exclusive line of heavy-duty and high-performance “Series Upgrade” clutch kits. Additionally, all of the clutches supplied by AMS for commercial vehicles utilize Miba sintered buttons.

Most automotive applications now feature two, four or more gas charged lift supports and demand continues to grow. For example, a 1993 Jeep Grand Cherokee utilized two lift supports. By 2000, that same application required six lift supports. When gas charged lift supports do begin to fail, it becomes difficult to open the vehicle’s compartments. That can turn into a physical catastrophe if the lift fails to open or slams closed when in the open position…not to mention the strain of trying to lift a hatch or trunk that’s completely lost all of its gas pressure power.
Compatibility
Nominally priced yet technologically superior to other lifts on the market, only AMS has unique features to ensure safe reliable operation, again and again. AMS offers the largest selection of patented connector systems. We never rely on will-fit substitutions that require lots of extra time to remove the old lift supports, rebuild the connectors and then install new lift supports. Because we insist on using hardware that is identical to the OEM design, the job can be done more easily and much safer, with just a few simple hand tools. Most applications can be installed in five minutes or less. Try that with the competition! As an example, our top selling Chrysler minivan application features a patented swivel end connector attached to Belleville washers that are designed to evenly distribute the force. This system replaced the older system that was recalled by Chrysler. By comparison, all AMS competitors utilize a plastic connector with an extended ball stud and no Belleville washer. This causes stress at the mounting hole and can lead to catastrophic failure.
Coverage
AMS is committed to offering the industry’s most comprehensive lineup of lift supports. We currently include coverage for nearly 100% of all automotive applications. OE applications in which the identical AMS lift supports are utilized include Chevrolet Equinox, Chrysler Voyage, Jeep Grand Cherokee, Lexus RX350, Lincoln Navigator, Mitsubishi Eclipse, Nissan Pathfinder, Pontiac Torrent, Suzuki XL7, and Toyota Tundra just to name a few.
Development and Production
During the initial design phase, each application is evaluated and tested for the following: strength, corrosion, assembly methodology, and ease of installation. The testing is done using specifically designed machines including thermal chambers capable of testing from -40°F to 180°F degrees, a full-size drive-in thermal chamber, a salt spray chamber, Instron test stands with thermal chambers, a precision prep saw with micro hardness measuring capabilities and a vibration test stand. The production processes required to manufacture AMS lift supports all take place in the same facility. These processes include stamping, screw machining, tube machining, chrome plating, e-coat painting, zinc-chromate plating, ultra-sonic welding, spot welding, brazing, and heat staking. Because the various processes aren’t outsourced, quality control is further enhanced, yielding consistently high quality.
Structure
Packaging
For many years, the industry-standard lift support package has been an elongated pouch consisting of clear PVC (vinyl) on the front, and color impregnated vinyl on the back. Although it provides visibility to the products inside, it has many inherent deficiencies:
- Structural integrity in negatively impacted by climate variation causing cracks in cold climates and stretched wrinkles in hot climates
- Hang holes are difficult to die cut, and the slug often remains attached, clogging the hole
- Can release toxins and is non-recyclable (several states are considering laws prohibiting vinyl packaging)
The New Improved AMS Lift support package utilizes coated SUS® paperboard, a three-ply material commonly used to package frozen foods, pharmaceuticals and beverages. Advantages versus existing vinyl packaging include:
- Freeze/thaw testing show no cold cracking or heat distortion
- Drop testing from 36” confirms that the reinforced bottom prevents product from ejecting thru the bottom product/package contact point
- Triple-wall reinforced hang holes do not clog, nor do they distort due to the weight of the product
- The 4-color process printing results in increased graphic appeal
- Installation instructions and other information on the back are larger, clearer and easier to read
- SUS® packaging is made from pine trees, a natural, renewable resource, and it is third-party certified to meet Sustainable Forestry Initiative (SFI) requirements, while providing excellent bending, compression and moisture resistance
Quality
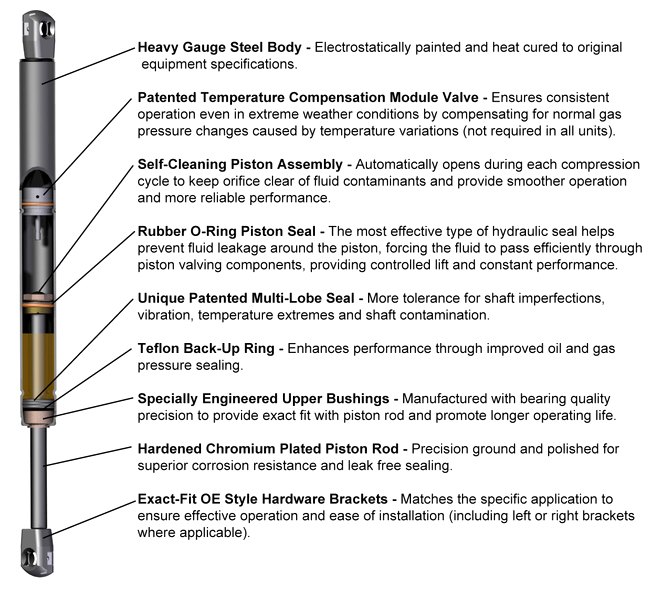
You can be assured that when you choose an AMS gas charged lift support you get the industry’s highest quality in terms of long-lasting performance, smooth operation, functional safety, and ease of installation. Our lift supports feature the latest technology and most innovative features. For example, AMS’ exclusive patented Temperature Compensation Module valve remains closed at temperatures above 40°F and prevents expansion of a portion of the compressed gas within the spring. When the temperature drops below 20°F, the TCM valve opens to allow expansion of gas within the tube. This valve makes it possible for the extended force to increase at the TCM valve opening temperature.
Testing
After assembly, each AMS gas charged lift support is tested in four different positions during compression and extension to measure speed and force. Each lift is then subjected to two overload tests to assure structural integrity and safety. As a final measure of safety, all AMS lift supports are certified to meet DOT Hazmat regulations at 49 CFR & 173.306(f).

Flywheels are bolted to the engine crankshaft and serve as the mounting-surface of the clutch assembly, while also acting as a heat sink to dissipate heat from the pressure plate and disc. During engagement, the disc is clamped between the pressure plate and flywheel, resulting in power transfer from the engine to the transmission. Contact between the flywheel and disc will naturally cause hot spots, grooves, thermal cracks and/or frequent concave warpage. Therefore, the flywheel should always be replaced or resurfaced during each clutch system replacement. Keep in mind, some flywheels are virtually impossible to resurface. Equipment plays an important role in the quality of the flywheel surface. AMS does not recommend the use of brake rotor lathes or small tool room lathes. Hot spots are significantly harder than the surrounding flywheel material. Brake rotor and small tool room lathes do not have the required cutting capacity to allow the cutting tool to remove hot spots in a uniform manner. Instead, a flywheel grinder or CNC lathe should be used.
No specific guidelines exist regarding the maximum amount of metal that can be removed from the friction surface. Removing too much metal may result in a no-release condition, because the mounted position of the flywheel and clutch assembly has been moved away from the release mechanism (AMS does NOT suggest the use of shims). An over-machined flywheel may also destroy the heat sink capacity and create a safety hazard. Conversely, if hot spots and wear flaws are not removed, and the flywheel is not returned to like-new flat condition, power transfer and component life will be minimized by chatter, slipping, and heat build-up. Further complicating matters, many flywheels utilize either a recess or step configuration, in which flywheel mounting-surface is higher or lower than the actual wear surface. It is imperative to maintain the proper step or recess dimension. Before grinding, the pressure plate mounting-surface should be measured relative to an unworn portion of the wear surface. While it may be difficult to find these specifications in O.E.M. manuals, the proper dimensions can be double-checked in any AMS catalog.
- Solid Flywheels
-

Historically, the automotive repair business has been hampered during clutch replacement by the need to send the flywheel to a machine shop for reconditioning. This process is time consuming and costly, as it ties up a service bay at the repair facility. “Bay time” has been estimated to be worth $75-$125 per hour. What’s more, the reconditioning process involves two deliveries. One to pick up the flywheel and deliver it to the machine shop, and a second to return the flywheel to the installation facility. AMS has resolved these problems by offering an alternative to the old way of doing things. That’s because we offer the industry’s most comprehensive lineup of high-quality new flywheels for passenger cars and light truck applications.
Each new flywheel is engineered and manufactured to O.E.M. specifications, using premium grade iron, new ring gears, and new dowel pins. To reduce vibration and maximize performance, each unit is dynamically balanced, backed by our comprehensive warranty, and priced competitively versus the cost of a resurfaced flywheel. Warranty costs and idle rack time are virtually eliminated. As an added cost-effective benefit, delivery costs are reduced because the flywheel can be delivered with the other components. By including a new flywheel with the clutch and clutch hydraulics, the job is virtually guaranteed to be done right the first time.
- Dual Mass Flywheels
-

A dual-mass flywheel (DMF) serves two functions. The primary function is to store energy from each piston’s firing pulse, and then send it to the crankshaft so that it continues smoothly rotating through the next piston stroke. The secondary function is to dampen damaging torsional spikes caused by engine vibration. Historically, the clutch disc services this function, however, complex transmission designs required an entirely new concept, well beyond the capacity of standard clutch disc technology.
Dual-mass flywheels were originally developed to reduce synchronizer wear, gear noise, and chassis rattle in high-torque diesel applications like 7.3L Ford and Dodge 5.9L trucks. However, because dual-mass flywheels were so effective in improving shifting action while reducing noise, vibration, and harshness (NVH), they were soon adapted for use in high-performance applications including Audi TT, BMW 325, Chevy Corvette, and Porsche Boxster. Even more recently, dual-mass flywheels have found their way into more every-day vehicles like Acura TL, Ford Focus, Hyundai Sonata, and Nissan Altima.
Clutch Slave Cylinders

The function of a slave cylinder is primarily controlled by the master cylinder. Slave cylinders are divided into two primary categoires: Concentric slave cylinder (CSC) and external slave cylinder.
Concentric Slave Cylinder
The CSC is mounted inside the bell housing where the release bearing retainer is normally attached. This unique design offers the following benefits: Elimination of the clutch fork and related hardware, precise release bearing travel with better alignment geometry, and closer fit to the transmission which increases flexibility in passenger compartment design. A CSS uses a large coil spring to maintain constant contact between the bearing face and diaphragm spring fingers. Therefore, no “lost travel” is required between the release bearing and diaphragm spring before the clutch pressure plate begins to disengage.
Many newer style plastic body CSC designs include plastic shipping straps attached to the plastic bushing and to the body. These straps compress the overall length of the unit during installation, which means the pushrod does not need to be compressed in order to clear the release lever. If the hydraulic system has been properly bled, the straps will break when the first stroke of the clutch pedal moves the pushrod forward. Like other suppliers, AMS offers the CSC with the angular contact bearing already attached. However, AMS was the first supplier to offer popular CSC sku’s without the release bearing. Because the clutch kit contains the release bearing, this eliminates the duplicate cost of a release bearing when both the CSC and clutch kit are installed.
(No-bearing) Concentric Slave Cylinder
Since their introduction in light truck applications in the late 1980’s, clutch release systems containing a concentric slave cylinder (CSC) have become the hydraulic system of choice in domestic applications. Not only are they reliable and easy to troubleshoot, they also eliminate the need for other parts such as the release fork, quill, and pivot linkage. In many instances, the CSC is equipped with a replaceable angular contact release bearing. Because the thrust face surface of this bearing maintains constant contact with the pressure plate diaphragm spring, the bearing may fail before the remainder of the CSC.
When installing a new clutch kit in a CSC equipped application, it’s important to always inspect the hydraulic system. If it is operating properly, simply replace the old release bearing with a new release bearing (contained in the clutch kit), along with the other components found in the kit. However, if the clutch will not release and/or the hydraulic system is leaking or will not bleed properly, a new CSC should be installed, along with a new master cylinder and clutch kit. In this instance, the technician is now forced to purchase two release bearings, one that’s contained in the kit and one that’s already attached to the new CSC.
In order to eliminate the duplicate cost of sourcing two release bearings, AMS offers the industry’s first and most comprehensive lineup of no-bearing (NB) options. Many of these NB options are among our most popular slave cylinders. What’s more, they offer a significant price reduction versus the same slave cylinder with a release bearing. Although the vehicle owner ultimately pays the price for unnecessary parts, many of the extra release bearings end up being returned to the jobber or WD. Because no paper trail exists for the sale of the extra bearing, the distributor may end up issuing an inflated credit for the bearing. All NB options are cataloged using the standard slave cylinder part number, followed by an NB suffix (i.e. S0710NB)
External Slave Cylinder
As the name implies, external slave cylinders are normally mounted on the outside of the transmission bell housing. They consist of few moving parts other than a piston, internal spring, and pushrod. A rubber boot is usually used to seal contaminants away from the moving parts. The release bearing used in this system always maintains preloaded contact with the diaphragm spring. The external end of the pushrod is normally tipped with plastic, mushroom-shaped, bushing that serves to reduce noise and eliminate surface wear on the clutch fork pushrod tip. The plastic bushing is also important because it helps determine the overall length of the rod. This exact length is very critical in the overall function of the hydraulic system.
Clutch Master Cylinders

The clutch master cylinder is directly connected to the clutch pedal and serves as the portion of the hydraulic system that generates hydraulic pressure. Master cylinders are divided into two primary categories based on the internal mechanism used to generate hydraulic pressure: seal over port systems and center-feed type systems.
Seal over port system
The seal over port system uses a push rod attached to the clutch pedal to produce piston movement in the master cylinder. When the piston moves, seals attached to the piston move forward. The primary seal passes over a small port in the wall of the cylinder, which allows fluid flow to and from the reservoir. Once the primary seal passes over the port, the fixed portion of fluid contained between the master and slave cylinder is moved toward the slave cylinder. This results in disengagement of the clutch. One variation of the seal over port is a plunger type master cylinder. Rather than using the attached seals that move with the pistons, the piston instead moves through the seals.
Center-feed type system
The center-feed type system uses small hooks attached to the nose of the piston. When the clutch pedal is not depressed, these hooks engage a flange on the valve stem. A circular rubber seal on the opposite end of the valve stem is held away from the master cylinder body. This allows fluid flow to and from the reservoir. When the clutch pedal is depressed, the hooks no longer hold the valve stem and it is pushed to the bottom of the master cylinder body. The reservoir is now separated from the fixed fluid, contained between the master and slave cylinder. As the clutch pedal is further depressed and the master cylinder piston moves even further, fluid is forced toward the slave cylinder, resulting in the disengagement of the clutch. Master cylinders are also subdivided into two additional categories: Integral reservoir systems and remote reservoir systems. The fluid reservoir of an integral reservoir system is part of the master cylinder body. The fluid reservoir of a remote reservoir system is attached to the master cylinder body via a rubber hose. The use of integral or remote reservoirs is dictated by the available room in the engine compartment. Both integral and remote reservoir types are used in seal over port and center feed type systems.
Pre-Filled Hydraulic Systems

Late model hydraulic systems require a variety of complex bleed procedures. Obtaining this information is challenging, and properly bleeding these systems is even more difficult. The bleed procedure on a dry system can take up to an hour or more. To resolve these problems, AMS offers the industry’s first and most comprehensive lineup of pre-filled clutch hydraulics, available as a pre-filled system or a pre-filled master cylinder. Each system is pre-filled with hydraulic fluid and pre-bled, eliminating the need to perform this often-difficult task when the components are installed on the vehicle. When compared to the installation of dry components, shop time and the risk of warranty are substantially reduced.
Pre-Filled Systems
This system includes a master cylinder and slave cylinder, connected by the hydraulic line. No additional components are required, however, the pre-filled system may also include features such as a pulsation damper, heat shield, or neutral safety switch. These added components aren’t generally included with the individual master or slave cylinder. The design of these components makes conventional bleeding difficult and time consuming. For example, if the built-in pedal pulsation damper becomes contaminated, the system becomes nearly impossible to bleed. In addition, it is especially difficult to remove air from the damper. The pre-filled system eliminates these difficulties.
Pre-Filled Master Cylinders
This system includes a master cylinder connected to the hydraulic line (includes male quick disconnect). The system must be used with the existing O.E.M. slave cylinder or with a dry slave cylinder purchased separately. This system is designed for applications that include a Concentric Slave Cylinder (CSC) inside the bell housing. In addition, the master cylinder is typically mounted at an angle that makes conventional bleeding difficult and time consuming. After installation of the clutch and pre-filled master cylinder, a two-minute procedure to fill the CSC is all that is required. By comparison, the Ford-approved bleed procedure on a dry system can take up to an hour or more. The quick disconnect is the vulnerable component in this system. It is prone to leak due to component deterioration, and the female portion (attached to the CSC) or male portion is routinely broken during removal because the proper removal tool was not used. Rather than installing a complete pre-filled system, replacing that portion of the quick disconnect that is damaged (master cylinder and hydraulic line or the CSC) reduces the overall cost.